

��ַ���ӱ�ʡ���_(t��i)�а��l(xi��ng)�h��(j��ng)��(j��)�_(k��i)�l(f��)�^(q��)�Q(m��o)��·295̖(h��o)
�֙C(j��)��13603119597
������13931881372
Q Q�� 33557952
�]�䣺wxdz@188.com
�W(w��ng)ַ��http://www.lincell.cn/
�X݆�S�ij����¹�ˇ
����(l��i)Դ��sjzwx ���r(sh��)�g��2014-07-28 09:17:21
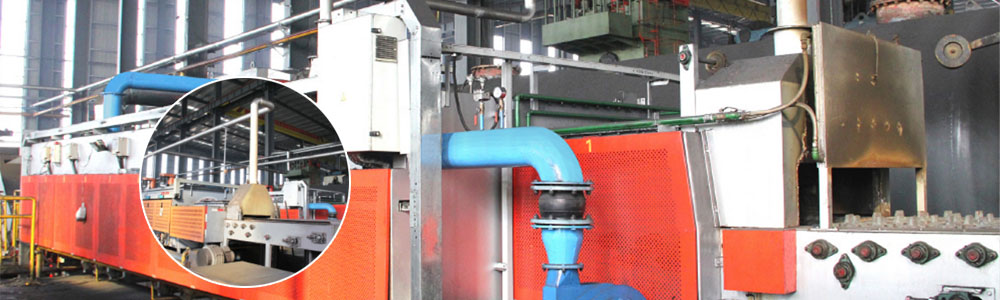
���L(zh��ng)�X݆�S���X����,�S����(x��)���S��(du��)�Q�L(zh��ng)�S����.����(j��)ԓ����ĽY(ji��)��(g��u)���c(di��n),��(qi��ng)��Ҫ���Լ��F(xi��n)�мӹ��O(sh��)������a(ch��n)����,������Ħ�����Ӽ��g(sh��)���X݆�����Y(ji��)�ϵ��¹�ˇ����.���w�Ĺ�ˇ������:������֞��X�����S��?j��)ɲ��?�S���ּӹ�--�X�����--呺��̎��--�X���c�S��Ħ������--����뾫�ӹ�--�ֲ����l���--���ӹ�.
(1)呺�ǰ��̎��.Ħ�����Ć�λ������Ť�غܴ�,���ֹ�X��׃�κ�ҧ��,�҂����Ȍ�(du��)�X���M(j��n)�НB̼���̎��,ʹ֮�_(d��)���D��Ҫ���Ӳ�Ⱥ͏�(qi��ng)��Ҫ��.
(2)Ħ������.ԓ����������(g��)��ˇ�������P(gu��n)�I,�҂�Ҫ�_��������X�����S����ͬ�S����һ��(g��)�����ķ�����(n��i),����m(x��)�ӹ��ṩ����.��(sh��)�`�C��,���ϴ�ʩ�î�(d��ng),Ч�����@,ԓ��ˇ�����DZ��^�ɹ���.����,�҂�����(j��)�a(ch��n)Ʒ���ɵļ��g(sh��)Ҫ��͏�(qi��ng)�Ⱥ���,���S���IJ��|(zh��)��ԭ��(l��i)��20CrMnTi�Ğ�45#�,�@��,�Ϳ���������S����ǰ�ĝB̼��̎������,ֻ���ں��ӹ�ǰ�M(j��n)�оֲ��ĸ��l���,�ȝM��������ļ��g(sh��)Ҫ��,�ֽ��������a(ch��n)�ɱ�.
��I(y��)�ֲ����ӱ������������˾�������� �����ֲ����� ���ֲ����� ��(j��)�Ϸֲ����� ̫ԭ�ֲ����� ���ݷֲ�����
�֙C(j��)��13603119597��13931881372����ַ���ӱ�ʡ���_(t��i)�а��l(xi��ng)�h��(j��ng)��(j��)�_(k��i)�l(f��)�^(q��)�Q(m��o)��·295̖(h��o)�����(qu��n)���У��ӱ������������˾
�䰸̖(h��o)����ICP��13012122̖(h��o)-1
 �����W(w��ng)���� 13019902000147̖(h��o)
�����W(w��ng)���� 13019902000147̖(h��o)
